
بازرسی سازههای فلزی و جوش
بازرسی سازههای فلزی و جوش مجموعهای از فعالیتهای فنی، کنترلی و نظارتی است که با هدف اطمینان از کیفیت ساخت، ایمنی اتصالات، انطباق با نقشهها، رعایت استانداردهای جوشکاری و کاهش ریسک خرابی سازه انجام میشود. در پروژههای ساختمانی، صنعتی، نفت و گاز، پتروشیمی، پلسازی، نیروگاهی و سولهسازی، بخش مهمی از پایداری نهایی سازه به کیفیت جوشها و اتصالات فلزی وابسته است.
هدف از این بازرسی آن است که مشخص شود جوش اجراشده از نظر ابعاد، شکل ظاهری، کیفیت داخلی، مشخصات فنی، روش اجرا و شرایط پذیرش، مطابق با الزامات پروژه و استانداردهای معتبر است یا خیر.
چرا بازرسی سازههای فلزی و جوش اهمیت دارد؟
اهمیت بازرسی سازههای فلزی و جوش زمانی بهتر مشخص میشود که بدانیم کوچکترین ضعف در یک اتصال جوشی میتواند عملکرد کل سازه را تحت تأثیر قرار دهد. در بسیاری از موارد، خرابی یک عضو سازهای از محل اتصالات آغاز میشود؛ زیرا تمرکز تنش، تغییر شکل، تنشهای پسماند و عیوب متالورژیکی معمولاً در ناحیه جوش و اطراف آن بیشتر است.
اگر جوشها بدون نظارت اجرا شوند، ممکن است در ظاهر قابل قبول به نظر برسند، اما در داخل دارای عیوب پنهان باشند. این عیوب در شرایط بارگذاری، تغییرات دمایی، فشار، خوردگی میتوانند رشد کرده و باعث شکست شوند. بنابراین، بازرسی دقیق جوش نقش مستقیم در افزایش ایمنی، عمر مفید و قابلیت اطمینان سازه دارد.
از مهمترین دلایل اهمیت بازرسی جوش در سازههای فولادی میتوان به موارد زیر اشاره کرد:
- جلوگیری از شکست ناگهانی اتصالات
- کاهش ریسک حوادث جانی و مالی
- اطمینان از اجرای صحیح نقشهها و مشخصات فنی
- افزایش دوام و عمر مفید سازه
- کاهش هزینههای تعمیرات و دوبارهکاری
- کنترل کیفیت در مراحل ساخت و نصب
- مستندسازی کیفیت برای کارفرما، مشاور و نهادهای نظارتی
- امکان صدور گواهی کیفیت جوش و سازه
مراحل اصلی بازرسی سازههای فلزی و جوش
بازرسی سازههای فلزی و جوش معمولاً در سه مرحله اصلی انجام میشود:
- بازرسی قبل از جوشکاری
- بازرسی حین جوشکاری
- بازرسی بعد از جوشکاری
هر یک از این مراحل هدف مشخصی دارد و حذف هر مرحله میتواند باعث کاهش کیفیت نهایی اتصال شود.

بازرسی قبل از جوشکاری
بازرسی قبل از جوشکاری شامل تمام کنترلهایی است که پیش از شروع عملیات جوش انجام میشود. هدف این مرحله، آمادهسازی صحیح شرایط برای اجرای جوش سالم و مطابق استاندارد است. بسیاری از عیوب جوشکاری از همین مرحله قابل پیشگیری هستند.
در این مرحله موارد زیر بررسی میشود:
- کنترل نقشههای اجرایی و جزئیات اتصال
- بررسی نوع فولاد و مشخصات متریال
- کنترل مدارک فنی مانند WPS و PQR
- بررسی صلاحیت جوشکاران
- کنترل وضعیت دستگاه جوش و تجهیزات
- بررسی نوع و شرایط نگهداری الکترود یا سیم جوش
- کنترل تمیزی سطوح اتصال
- بررسی زاویه پخ، ریشه جوش و گپ اتصال
- کنترل پیشگرم در صورت نیاز
بازرسی حین جوشکاری
بازرسی حین جوشکاری به کنترل فرآیند اجرای جوش مربوط میشود. در این مرحله، بازرس باید مطمئن شود که جوشکار دقیقاً طبق دستورالعمل جوشکاری و شرایط تأییدشده عمل میکند. کیفیت نهایی جوش تا حد زیادی به کنترلهای همین مرحله وابسته است.
در بازرسی حین جوشکاری معمولاً موارد زیر بررسی میشود:
- رعایت WPS توسط جوشکار
- کنترل آمپر، ولتاژ و سرعت پیشروی
- کنترل دمای بین پاسی
- رعایت ترتیب پاسهای جوشکاری
- پاکسازی سرباره بین پاسها
- بررسی کیفیت پاس ریشه
- جلوگیری از اعوجاج و تغییر شکل بیش از حد
- کنترل توقف و شروع مجدد جوش
- نظارت بر شرایط محیطی در زمان جوشکاری
بازرسی بعد از جوشکاری
بعد از اتمام جوشکاری، بازرسی نهایی انجام میشود تا کیفیت ظاهری و در صورت نیاز کیفیت داخلی جوش بررسی شود. این مرحله شامل بررسیهای چشمی، اندازهگیری ابعاد جوش، بررسی عیوب سطحی و اجرای تستهای غیرمخرب یا مخرب است.
مواردی که در این مرحله کنترل میشوند عبارتاند از:
- ظاهر کلی جوش
- اندازه گلویی و ساق جوش
- یکنواختی خط جوش
- وجود بریدگی کناره جوش
- وجود ترک سطحی
- پاشش بیش از حد جوش
- نفوذ ناقص یا سوختگی
- تغییر شکل عضو یا اعوجاج
- انطباق با معیارهای پذیرش استاندارد
- آمادهسازی گزارش نهایی بازرسی
استانداردهای بازرسی جوش در سازههای فلزی
یکی از ارکان اصلی بازرسی سازههای فلزی و جوش، آشنایی با استانداردهای معتبر است. استانداردها مشخص میکنند که جوش باید چگونه طراحی، اجرا، آزمایش و پذیرش شود. بدون وجود استاندارد، قضاوت درباره کیفیت جوش سلیقهای خواهد بود و امکان اختلاف بین پیمانکار، کارفرما و بازرس افزایش مییابد.

برخی از استانداردهای پرکاربرد در حوزه جوش و سازههای فلزی عبارتاند از:
- AWS D1.1 برای جوشکاری سازههای فولادی
- ASME Section V برای روشهای آزمونهای غیرمخرب (NDT) و الزامات بازرسی
- ASME Section VIII برای طراحی، ساخت، بازرسی و آزمون مخازن تحت فشار
- ASME Section IX برای صلاحیت روش جوشکاری (WPS/PQR) و تأیید صلاحیت جوشکاران
- ISO 3834 برای الزامات کیفیت در جوشکاری ذوبی
- ISO 9606 برای تأیید صلاحیت جوشکاران
- API 1104 برای جوشکاری خطوط لوله
- EN 1090 برای اجرای سازههای فولادی و آلومینیومی
WPS چیست و چه نقشی در بازرسی جوش دارد؟
WPS یا Welding Procedure Specification به معنی دستورالعمل مشخصات جوشکاری است. این سند به جوشکار و تیم اجرایی میگوید که جوش باید با چه پارامترهایی اجرا شود. در واقع، WPS مانند نقشه راه جوشکاری است و اجرای جوش بدون آن در پروژههای استاندارد و حساس قابل قبول نیست.
در یک WPS معمولاً اطلاعات زیر درج میشود:
- فرآیند جوشکاری
- نوع فلز پایه
- نوع الکترود یا فیلر
- قطر الکترود یا سیم جوش
- نوع جریان و قطبیت
- محدوده آمپر و ولتاژ
- وضعیت جوشکاری
- نوع اتصال و پخزنی
- دمای پیشگرم
- دمای بین پاسی
- ترتیب پاسها
- عملیات حرارتی پس از جوش در صورت نیاز

PQR چیست و چرا برای تایید WPS ضروری است؟
PQR یا Procedure Qualification Record سندی است که نشان میدهد یک روش جوشکاری قبلاً آزمایش شده و نتایج آن قابل قبول بوده است. اگر WPS دستورالعمل اجرا باشد، PQR مدرک اثباتکننده اعتبار آن دستورالعمل است.
در فرآیند تهیه PQR، یک نمونه جوش بر اساس شرایط مشخص اجرا میشود و سپس تحت آزمونهای لازم مانند کشش، خمش، ضربه، سختیسنجی یا تستهای غیرمخرب قرار میگیرد. اگر نتایج آزمونها مطابق معیارهای پذیرش باشد، میتوان گفت روش جوشکاری صلاحیت لازم را دارد.
PQR معمولاً شامل اطلاعاتی مانند موارد زیر است:
- مشخصات فلز پایه
- مشخصات فلز پرکننده
- پارامترهای واقعی جوشکاری
- نوع تستهای انجامشده
- نتایج آزمونها
- تایید نهایی روش جوشکاری
تایید صلاحیت جوشکاران و کارت صلاحیت جوشکار
حتی اگر بهترین متریال، کاملترین WPS و تجهیزات مناسب در اختیار پروژه باشد، باز هم کیفیت نهایی جوش به مهارت جوشکار وابسته است. به همین دلیل، یکی از مهمترین بخشهای بازرسی، بررسی و تایید صلاحیت جوشکاران است.
مواردی که در بررسی صلاحیت جوشکار اهمیت دارد:
- فرآیند جوشکاری مورد تایید
- وضعیت جوشکاری
- نوع اتصال
- ضخامت مجاز
- نوع متریال
- تاریخ اعتبار صلاحیت
- سابقه کاری و عملکرد قبلی جوشکار

کنترل مواد مصرفی جوشکاری
مواد مصرفی جوشکاری شامل الکترود، سیم جوش، پودر جوش، گاز محافظ و فیلر متال است. کیفیت این مواد تأثیر مستقیم بر خواص مکانیکی، ظاهر و سلامت جوش دارد. اگر مواد مصرفی نامناسب باشند، ممکن است باعث ایجاد عیوبی مانند تخلخل، ترک هیدروژنی، سرباره محبوس یا کاهش استحکام اتصال شوند.
در کنترل مواد مصرفی جوشکاری باید موارد زیر بررسی شود:
- انطباق نوع الکترود یا فیلر با WPS
- بررسی گواهی کیفیت مواد مصرفی
- کنترل شرایط نگهداری
- جلوگیری از جذب رطوبت توسط الکترودها
- کنترل دمای گرمخانه الکترود
- تفکیک مواد مصرفی بر اساس نوع و سایز
- جلوگیری از استفاده از مواد آسیبدیده یا آلوده
پیشگرم در جوشکاری چیست؟
پیشگرم در جوشکاری به معنی گرم کردن فلز پایه قبل از شروع عملیات جوشکاری است. هدف از پیشگرم، کاهش سرعت سرد شدن جوش و ناحیه متاثر از حرارت است. این کار میتواند احتمال ایجاد ترک، بهویژه ترک هیدروژنی، را کاهش دهد.
نیاز به پیشگرم به عوامل مختلفی بستگی دارد، از جمله:
- نوع فولاد
- ضخامت قطعه
- میزان کربن معادل
- نوع فرآیند جوشکاری
- میزان هیدروژن ورودی
- دمای محیط
- میزان قید و بست قطعه
در سازههای فولادی ضخیم یا فولادهایی با کربن معادل بالا، عدم رعایت پیشگرم میتواند باعث ایجاد ترکهای تأخیری شود. این ترکها ممکن است بلافاصله پس از جوشکاری دیده نشوند و چند ساعت یا حتی چند روز بعد ظاهر شوند. بنابراین، بازرس باید دمای پیشگرم و دمای بین پاسی را با تجهیزات مناسب کنترل و ثبت کند.

عیوب رایج جوش در سازههای فلزی
عیوب جوش به ناپیوستگیها یا نقصهایی گفته میشود که میتوانند کیفیت، ظاهر، استحکام یا عملکرد اتصال جوشی را تحت تأثیر قرار دهند. همه ناپیوستگیها الزاماً مردود نیستند؛ اما اگر اندازه، نوع یا محل آنها از حدود مجاز استاندارد بیشتر باشد، به عنوان عیب جوش شناخته میشوند.
رایجترین عیوب جوش عبارتاند از:
۱. ترک جوش
ترک یکی از خطرناکترین عیوب جوش است؛ زیرا میتواند به سرعت رشد کند و باعث شکست اتصال شود. ترکها ممکن است در فلز جوش، ناحیه HAZ یا فلز پایه ایجاد شوند.
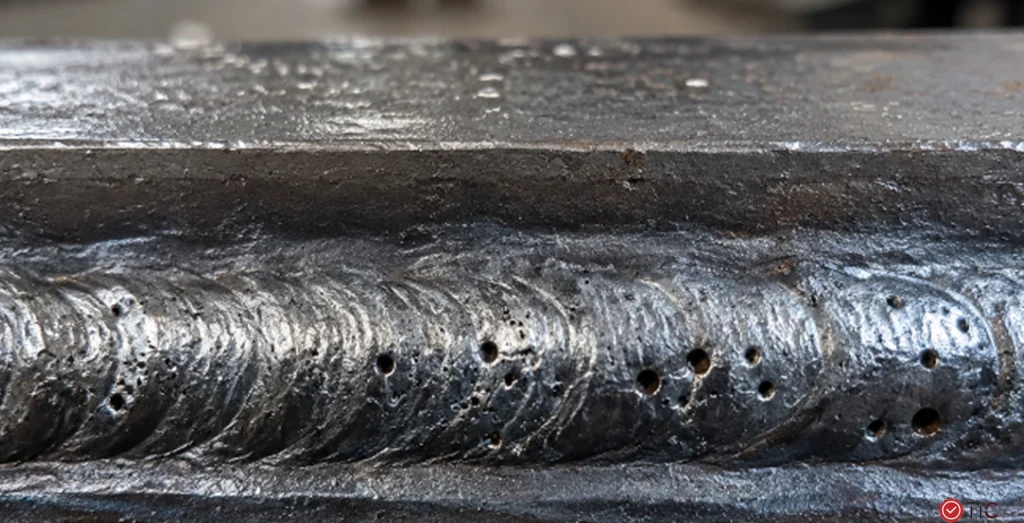
۲. تخلخل
تخلخل زمانی ایجاد میشود که گازها در حین انجماد جوش در داخل فلز محبوس شوند. رطوبت، آلودگی سطح، تنظیم نبودن گاز محافظ و مواد مصرفی نامناسب از دلایل ایجاد تخلخل هستند.
۳. ذوب ناقص
ذوب ناقص زمانی رخ میدهد که فلز جوش به طور کامل با فلز پایه یا پاس قبلی ترکیب نشود. این عیب معمولاً به دلیل آمپر نامناسب، زاویه غلط الکترود یا سرعت پیشروی زیاد ایجاد میشود.
۴. نفوذ ناقص
در نفوذ ناقص، جوش به عمق مورد نیاز نرسیده و ریشه اتصال به خوبی پر نشده است. این عیب در اتصالات حساس میتواند بسیار خطرناک باشد.
۵. بریدگی کناره جوش
بریدگی کناره یا Undercut به شیار ایجادشده در کنار خط جوش گفته میشود که سطح مقطع مؤثر را کاهش میدهد و تمرکز تنش ایجاد میکند.
۶. سرباره محبوس
اگر سرباره بین پاسهای جوشکاری به طور کامل پاک نشود، ممکن است در جوش محبوس شود و یک ناپیوستگی داخلی ایجاد کند.
۷. اعوجاج جوش
اعوجاج یا تغییر شکل ناشی از حرارت جوشکاری است. اگر ترتیب جوشکاری، مقدار حرارت ورودی و مهار قطعات کنترل نشود، اعوجاج میتواند ابعاد سازه را از محدوده مجاز خارج کند.
روشهای آزمون جوش در بازرسی سازههای فلزی
برای ارزیابی کیفیت جوش، از روشهای مختلف تست و بازرسی استفاده میشود. این روشها به طور کلی به دو گروه اصلی تقسیم میشوند:
- تستهای غیرمخرب جوش
- تستهای مخرب جوش
در پروژههای سازهای، تستهای غیرمخرب کاربرد بیشتری دارند؛ زیرا بدون آسیب زدن به قطعه، امکان بررسی کیفیت جوش را فراهم میکنند.
آزمون چشمی جوش یا VT
آزمون چشمی یا Visual Testing سادهترین و در عین حال یکی از مهمترین روشهای بازرسی جوش است. در این روش، بازرس با استفاده از چشم، ابزار اندازهگیری، گیج جوش، چراغ قوه، آینه و ذرهبین، کیفیت ظاهری جوش را بررسی میکند.
در تست چشمی موارد زیر بررسی میشود:
- شکل ظاهری خط جوش
- ابعاد جوش
- ترکهای سطحی
- بریدگی کناره
- تخلخل سطحی
- پاشش جوش
- سوختگی یا نفوذ بیش از حد
- یکنواختی و پیوستگی جوش
آزمون vt باید قبل، حین و بعد از جوشکاری انجام شود و نباید فقط به پایان کار محدود شود.

آزمون مایع نافذ یا PT
آزمون pt برای شناسایی عیوب سطحی باز مانند ترکهای ریز، تخلخل سطحی و ناپیوستگیهای سطحی استفاده میشود. این روش برای مواد غیرمغناطیسی و مغناطیسی قابل استفاده است، اما فقط عیوبی را نشان میدهد که به سطح راه داشته باشند.
آزمون ذرات مغناطیسی یا MT
آزمون MT برای شناسایی عیوب سطحی و نزدیک به سطح در مواد فرومغناطیس مانند فولادهای کربنی استفاده میشود. این روش برای کشف ترکها و ناپیوستگیهای سطحی بسیار کاربردی است.
آزمون التراسونیک یا UT
تست UT یکی از روشهای پیشرفته بازرسی غیرمخرب است که برای شناسایی عیوب داخلی جوش استفاده میشود. در این روش، امواج صوتی با فرکانس بالا به داخل قطعه فرستاده میشوند و بازتاب آنها برای تشخیص ناپیوستگیها تحلیل میشود.
آزمون رادیوگرافی یا RT
در آزمون RT از پرتو ایکس یا گاما برای تصویربرداری از داخل جوش استفاده میشود. این روش برای شناسایی تخلخل، سرباره محبوس، نفوذ ناقص و برخی عیوب داخلی کاربرد دارد.
تعمیر جوشهای معیوب چگونه انجام میشود؟
اگر در فرآیند بازرسی، جوشی مردود تشخیص داده شود، باید طبق دستورالعمل مشخص تعمیر شود. تعمیر جوش نباید بدون برنامه و بدون نظارت انجام شود؛ زیرا تعمیر غیراصولی ممکن است عیب را تشدید کند یا خواص مکانیکی اتصال را کاهش دهد.
مراحل کلی تعمیر جوش معیوب عبارتاند از:
- شناسایی نوع و محل عیب
- علامتگذاری محدوده تعمیر
- تهیه دستورالعمل تعمیر
- برداشتن بخش معیوب با سنگزنی، گوجینگ یا روش مجاز
- تمیزکاری و آمادهسازی مجدد ناحیه
- اجرای جوش تعمیراتی طبق WPS
- کنترل دمای پیشگرم و بین پاسی
- انجام بازرسی نهایی و تست مجدد
- ثبت گزارش تعمیر
کنترل کیفیت سازههای فولادی
کنترل کیفیت سازههای فولادی تنها به جوش محدود نمیشود. هرچند جوش بخش بسیار مهمی از کیفیت سازه است، اما کنترل کلی سازه شامل بررسی مواد اولیه، برشکاری، مونتاژ، سوراخکاری، پیچ و مهره، ابعاد، تلرانسها، رنگآمیزی، حمل، نصب و مستندسازی است.
یک سیستم کنترل کیفیت مناسب باید شامل موارد زیر باشد:
- کنترل ورود مواد اولیه
- بررسی گواهی متریال
- کنترل نقشهها و مدارک فنی
- بازرسی برش و آمادهسازی قطعات
- کنترل مونتاژ
- کنترل جوشکاری
- اجرای تستهای لازم
- بازرسی ابعادی
- کنترل پوشش محافظ
- بررسی بستهبندی و حمل
- کنترل نصب در سایت
- تهیه گزارشهای نهایی
هدف از کنترل کیفیت این است که سازه نهایی، هم از نظر فنی و هم از نظر مستندات، مورد تایید کارفرما و مراجع نظارتی باشد.

چه زمانی به بازرس جوش و سازه فلزی نیاز داریم؟
در بسیاری از پروژهها، حضور بازرس جوش از همان ابتدای کار ضروری است. بهتر است بازرسی فقط به مرحله پایانی محدود نشود؛ زیرا بسیاری از مشکلات پس از اتمام کار به سختی قابل اصلاح هستند.
در موارد زیر استفاده از بازرس جوش توصیه میشود:
- ساخت اسکلت فلزی ساختمان
- اجرای سوله و سازههای صنعتی
- ساخت مخازن، تجهیزات و شاسیهای فلزی
- پروژههای نفت، گاز و پتروشیمی
- پلها و سازههای سنگین
- پروژههای دارای الزامات استاندارد
- زمانی که کارفرما نیاز به گزارش و گواهی کیفیت دارد
- در صورت مشاهده ترک یا عیب در جوشهای موجود
- هنگام تعمیر یا تقویت سازههای فلزی
اشتباهات رایج در بازرسی و اجرای جوش
در بسیاری از پروژهها، مشکلات جوشکاری به دلیل بیتوجهی به اصول ساده اما مهم رخ میدهد. شناخت این اشتباهات میتواند از بروز عیوب جدی جلوگیری کند.
برخی از اشتباهات رایج عبارتاند از:
- شروع جوشکاری بدون WPS معتبر
- استفاده از جوشکار فاقد صلاحیت
- نگهداری نامناسب الکترود
- بیتوجهی به پیشگرم
- عدم کنترل دمای بین پاسی
- پاک نکردن سرباره بین پاسها
- انتخاب الکترود نامناسب
- اجرای جوش در شرایط محیطی نامناسب
- انجام تست جوش فقط در پایان پروژه
- تعمیر غیراصولی جوشهای معیوب
- نبود مستندات کنترل کیفیت
با جلوگیری از این خطاها، کیفیت جوشها به شکل قابل توجهی افزایش پیدا میکند.
جمعبندی
بازرسی سازههای فلزی و جوش یکی از مهمترین مراحل تضمین کیفیت در پروژههای ساختمانی و صنعتی است. کیفیت نهایی یک سازه فولادی فقط به طراحی و انتخاب مقاطع مناسب وابسته نیست، بلکه اجرای صحیح اتصالات، کنترل کیفیت جوش، رعایت استانداردها، استفاده از جوشکاران تاییدصلاحیتشده و انجام تستهای لازم نقش تعیینکنندهای در ایمنی و دوام سازه دارد.
برای دریافت مشاوره تخصصی، بررسی کیفیت جوشها، انجام تستهای غیرمخرب و صدور گزارش بازرسی سازههای فلزی، میتوانید با کارشناسان ما تماس بگیرید. تیم فنی ما آماده ارائه خدمات بازرسی سازههای فلزی و جوش در پروژههای ساختمانی و صنعتی است.
سوالات متدوال
بازرسی جوش چیست؟
بازرسی جوش فرآیندی برای کنترل کیفیت اتصال جوشی است که قبل، حین و بعد از جوشکاری انجام میشود. هدف آن اطمینان از اجرای صحیح جوش مطابق نقشه، استاندارد و دستورالعمل جوشکاری است.
آیا همه جوشها نیاز به تست غیرمخرب دارند؟
خیر. نوع و میزان تست غیرمخرب به حساسیت پروژه، نوع اتصال، استاندارد مورد استفاده و نظر کارفرما یا دستگاه نظارت بستگی دارد. اما تست چشمی معمولاً برای همه جوشها ضروری است.
تفاوت WPS و PQR چیست؟
WPS دستورالعمل اجرای جوشکاری است، اما PQR مدرکی است که نشان میدهد آن دستورالعمل با آزمایشهای لازم تایید شده و قابل استفاده است.
کارت صلاحیت جوشکار چه کاربردی دارد؟
کارت صلاحیت جوشکار نشان میدهد که جوشکار در یک فرآیند، وضعیت و محدوده مشخص مجاز به جوشکاری است. این کارت برای پروژههای استاندارد و حساس اهمیت زیادی دارد.
مهمترین عیب جوش چیست؟
ترک یکی از خطرناکترین عیوب جوش است، زیرا میتواند رشد کند و باعث شکست اتصال شود. با این حال، عیوبی مانند نفوذ ناقص، ذوب ناقص و سرباره محبوس نیز میتوانند بسیار جدی باشند.


بدون دیدگاه